關(guān)于我們
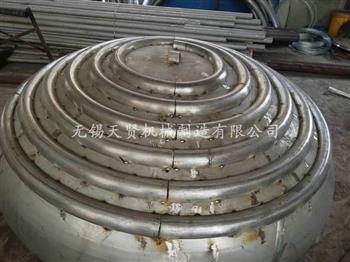
封頭盤管作為壓力容器、換熱器等設(shè)備的核心部件,其焊接質(zhì)量直接影響設(shè)備的密封性和使用壽命。焊接痕跡的存在可能隱藏工藝缺陷或材料問題,需系統(tǒng)分析并采取針對性措施。
咬邊、焊瘤等表面不平整會導(dǎo)致局部應(yīng)力升高,加速疲勞裂紋擴(kuò)展。氣孔率>5%時,焊縫抗拉強(qiáng)度下降可達(dá)20%。不銹鋼焊縫氧化色區(qū)域鈍化膜被破壞,成為點(diǎn)蝕起始點(diǎn)。未熔合缺陷形成密閉縫隙,介質(zhì)滯留導(dǎo)致腐蝕速率倍增。內(nèi)壁焊瘤會改變流體流向,增加壓降并結(jié)垢。采用脈沖MIG焊減少熱輸入,避免變形,尤其適用于薄壁盤管。不銹鋼封頭選用焊絲, 降低熱裂紋敏感性。低溫鋼采用低氫焊條,防止氫致裂紋。目視檢測按標(biāo)準(zhǔn),缺陷長度3mm為合格。使用焊縫規(guī)測量余高。射線檢測合格。滲透檢測不允許線性顯示。儲罐封頭環(huán)縫裂紋問題,鋼封頭焊后出現(xiàn)橫向冷裂紋。原因焊前預(yù)熱不足+焊后未及時后熱。裂紋部位碳弧氣泡除。預(yù)熱至150℃后采用焊條補(bǔ)焊。制藥設(shè)備不銹鋼盤管腐蝕,焊縫熱影響區(qū)點(diǎn)蝕穿孔。焊接時未充氬保護(hù),導(dǎo)致背面氧化。雙面氬氣保護(hù)。焊后酸洗鈍化+電化學(xué)拋光。
優(yōu)化焊接工藝評定,控制熱輸入與保護(hù)氣體。實(shí)時監(jiān)測焊縫成型,如激光視覺跟蹤系統(tǒng)。針對缺陷類型選擇機(jī)械或熱加工維護(hù)。通過無損檢測+壓力試驗(yàn)確認(rèn)可靠性。對于核級或深冷設(shè)備封頭,需執(zhí)行更嚴(yán)格的缺陷驗(yàn)收標(biāo)準(zhǔn)。
文章來源于:http://m.20381.cn/newsdetail-49116.html
無錫天賢機(jī)械制造有限公司版權(quán)所有 xml地圖
聯(lián)系人:邵曉東(總經(jīng)理)聯(lián)系方式:13812072018
聯(lián)系人:邵天賢(經(jīng)理)聯(lián)系方式:13915285527
傳 真:0510 85550606 郵 編:214128
地 址:無錫市濱湖區(qū)雪浪街道貢湖村
備案號:蘇ICP備18017221號-1